Batterikjøling og batterivannkjølingsplate
Med den dyptgående promoteringen av den nasjonale termiske styringen for nye energikjøretøyer har den nye energibilindustrien tiltrukket seg mer og mer oppmerksomhet. Som hjertet av nye energikjøretøyer, har sikkerheten, levetiden, rekkevidden og ytelsen til strømbatterier også blitt fokus for oppmerksomheten til flertallet av brukerne. For å forbedre ytelsen til batterier, forlenge CFD-beregningslevetiden, øke rekkevidden til kjøretøy og forhindre sikkerhetsulykker med strømbatterier, har driftstemperaturen til batteriet blitt en av nøkkelfaktorene.

Blant alle batterikjøleløsninger har væskekjøling blitt den vanlige kjølemetoden som overgår luftkjøling og faseendringskjøling på grunn av sin store spesifikke varmekapasitet og høye varmeoverføringskoeffisient. Varmen som genereres av strømbatteriet under drift, overføres gjennom kontakten mellom de elektroniske komponentene og overflaten til den plateformede aluminiumsanordningen, og blir til slutt ført bort av kjølevæsken i strømningskanalen inne i apparatplaten. Denne plateformede aluminiumsenheten er vannkjøleplaten.
Utformingen og utformingen av vannkjøleplaten er også variert, hovedsakelig bestemt av typen batteri og den generelle utformingen av batterisystemet. I tillegg, for å sikre temperaturensartetheten til batteripakken med stor energi, vedtar hele det termiske styringssystemet i utgangspunktet en multiparallell grendesign. Jo lengre kjølekanalen er, desto vanskeligere er det å kontrollere temperaturens jevnhet.
Prosessbytte av batterivannkjøleplate
Elektriske kjøretøy har utviklet seg fra tidlig konvertering av vanlig olje til elektrisitet til optimalisering av batteri PACK-løsninger under kravet om kostnadsreduksjon, og prosessruten for vannkjøling har også gjennomgått endringer.
1. Første generasjons produkt - ekstrudert aluminium vannkjøleplate
Materialet til profilvannkjøleplaten er 6-serie aluminiumsprofil med en tykkelse på ca. 2 mm. Det er ikke nødvendig å bruke et opphengsdesign. VDA-moduler er direkte stablet på toppen, med 3-4 moduler plassert på hver blokk. Vannstrømningskanalen kan også integreres i bunnen av boksen. Alle moduler er stablet på vannkjøleplaten, og styrken er åpenbar.
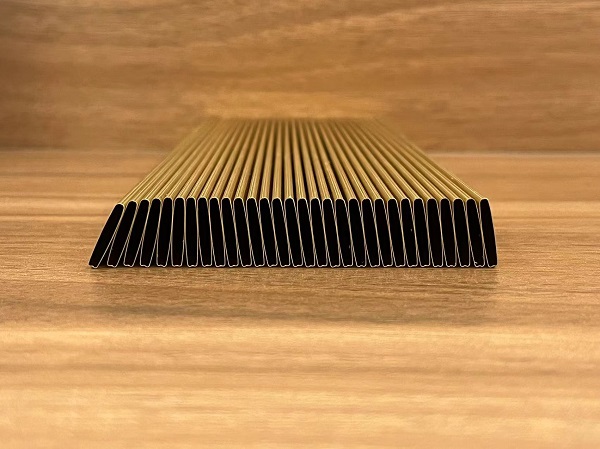
2. Ytelsen til andregenerasjonsproduktet - ytelsen til det lille stemplingsbrettet og vannkjølebrettet for pianorøret vil påvirke ytelsen til strømbatteriet, som direkte påvirker batterilevetiden til elektriske kjøretøy. Flere plater av aluminiumsvann og kalde brett er mer enn ti eller tjue kilo væske begrenset til batterispillet, så de føres direkte inn i det kalde palasset. Scenen. Faktisk er sveiseprosessen mye brukt i bilindustrien. Det brukes frontkjøleribben, kondensatoren og platevarmeveksleren til bilen. Generelt er 3-serien aluminium malt på den sveisede posisjonen og deretter for høy temperatur (ca. 600 ° C) sveiseovn smeltet sveiset, så arbeidsprosessen er relativt enkel. Bruk samme prosess, men applikasjonen er annerledes. Stemplingsbrettet må først stemple et stykke design. Dybden på løperen er vanligvis 2-3,5 mm. Sveiset med et annet nettbrett med et annet nettbrett. Tverrsnittet av munnspillrørets strømningskanal er lik formen til et munnspillrør, med samlere i begge ender som fungerer som sammenløp, så den indre strømningsretningen kan bare være rett og kan ikke utformes vilkårlig som en stemplet plate, og har visse begrensninger.
3. Tredje generasjons produkter - integrasjon og integrasjon av væskekjøleplater
Ettersom energitettheten til en enkelt battericelle når en viss flaskehals, kan energitettheten til hele pakken bare økes ved å øke PACK-grupperingshastigheten. For å stappe flere batterier inn i batteripakken, blir modulen større og større, og til og med konseptet med modulen kanselleres, og batteriene legges direkte på boksen, som er CTP. Samtidig utvikler batterivannkjøleplaten seg i retning av et stort brett, enten integrert i boksen eller modulen, eller laget til en stor stemplet plate flat på bunnen av boksen eller dekker toppen av batteriet celle.
Blant de tre typene vil den funksjonelle kompleksiteten til væskekjøleplaten av stemplet platetype være høyere, fordi kravene til stempling og sveising er svært krevende. Samtidig, uansett hva slags produksjonsprosess for batterivannkjøleplater som brukes, er sveising en veldig viktig prosess. I dag er sveiseprosesseringsteknologien til vannkjøleplater hovedsakelig delt inn i tre kategorier: energisert diffusjonsbinding, vakuumlodding og omrøringsfriksjonssveising. Vakuumloddevæskekjøleplater har egenskapene til fleksibel designstruktur og høy sveiseeffektivitet, så de er mye brukt innen elektriske kjøretøy.
For tiden, med den gradvise diversifiseringen av strukturen til flytende kjøleplater, blir kravene til sveiseprosesser høyere og høyere, og sveising utvikler seg også i følgende 6 retninger: 1) Forbedre sveiseenergieffektiviteten, øke sveiseproduktiviteten og redusere sveising kostnader; 2) Forbedre mekaniserings- og automatiseringsnivået til forberedelsesverkstedet og forbedre stabiliteten til sveisekvaliteten; 3) Automatiser sveiseprosessen, forbedre sveiseproduksjonsmiljøet og løs de tøffe arbeidsforholdene; 4) Utviklingen av fremvoksende industrier fortsetter å fremme fremskritt av sveiseteknologi; 5) Forskning og utvikling av varmekilder kan ikke ignoreres; 6) Energisparende teknologi er en vanlig bekymring. Oppsummert stiller dette også høyere krav til forskning og utvikling og produksjon av sveiseutstyr.